







Conventional Laser Processing
Comparison Chart 1
Comparison Chart 2
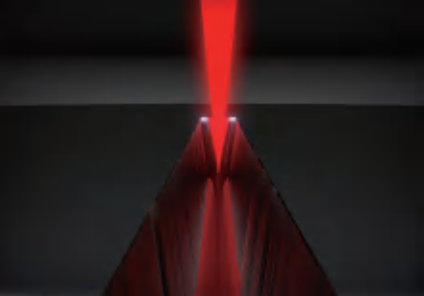
Microjet Laser Processing
Precise focus adjustment required

No focusing required, enabling 3D cutting on non-planar surfaces to depths of several centimeters.
Conical laser beams leave non-parallel cut walls.


Cylindrical laser beam with parallel edges
Limitations on cutting aspect ratio


High aspect ratio, very small kerf width (>20 µm), minimal material loss, capable of deep cutting
Larger remelted layer and heat-affected zone

Water cooling process prevents thermal damage and material changes, maintaining high fracture strength
Processing debris particle deposition

Thin water film eliminates particle deposition and contamination, no surface protection layer required
Low material removal efficiency, prone to burrs

High kinetic energy of the water jet expels molten material, preventing burr formation
Limited to conductive materials
Wide range of application fields
Slow ablation process, long preparation time
Fast processing speed
High electrical discharge wire consumption
Low operating costs (no tool wear, low water consumption, and low scrap rate)
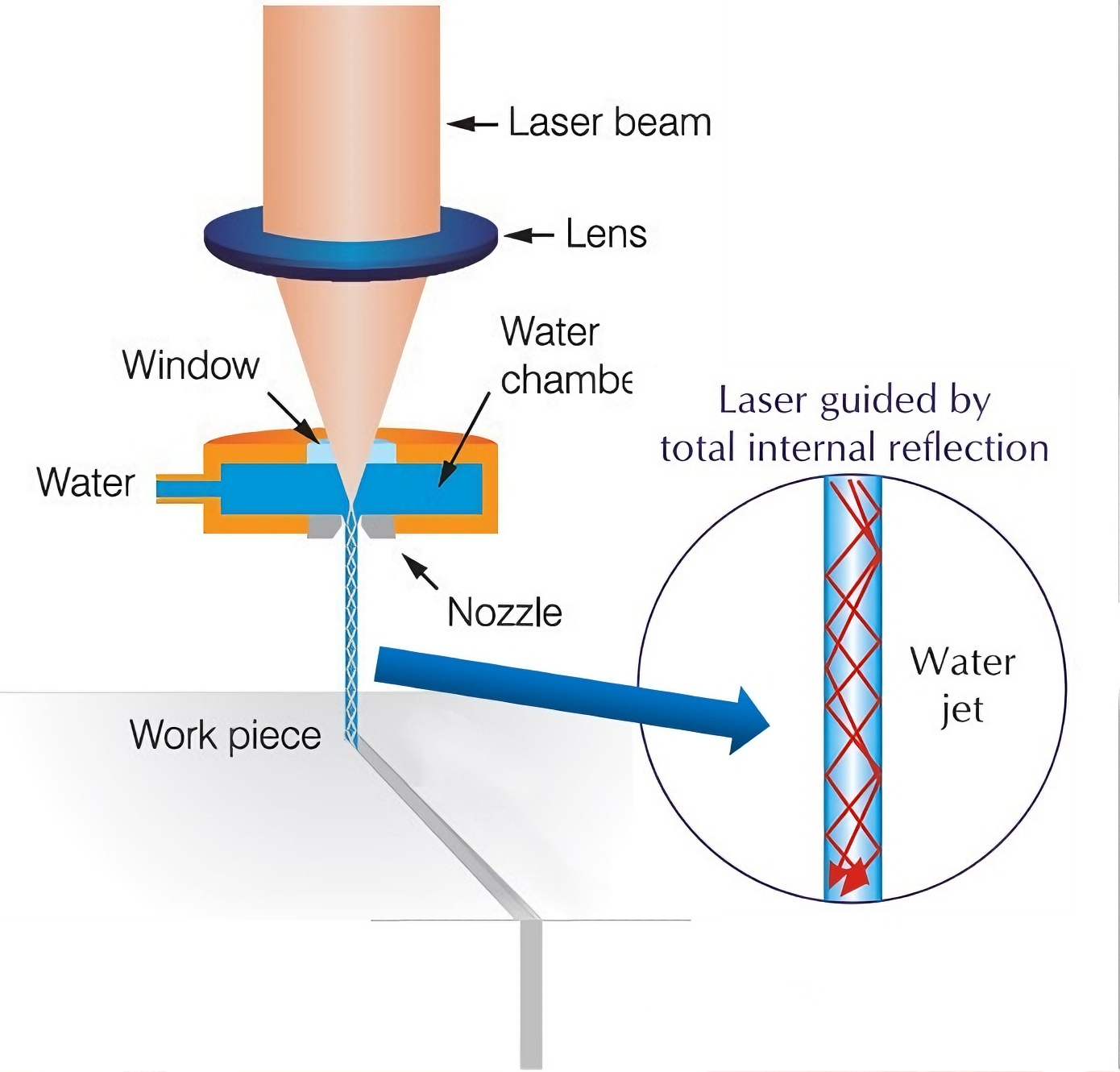
Coupling Devices and Techniques
The laser beam coupled into the water jet fiber needs to undergo optimized optical transformation so that the laser beam spot meets the coupling requirements. A relatively mature solution is to focus the Gaussian beam through a convex lens before it enters the water jet fiber. This structure is simple, practical, and flexible, making it suitable for various applications.
Benefits: The coupling technology ensures that the laser beam undergoes total internal reflection at the air-water interface. The beam can be guided over a distance of up to 10 cm, enabling parallel, high-aspect-ratio cuts without the need for multiple focusing or distance control.
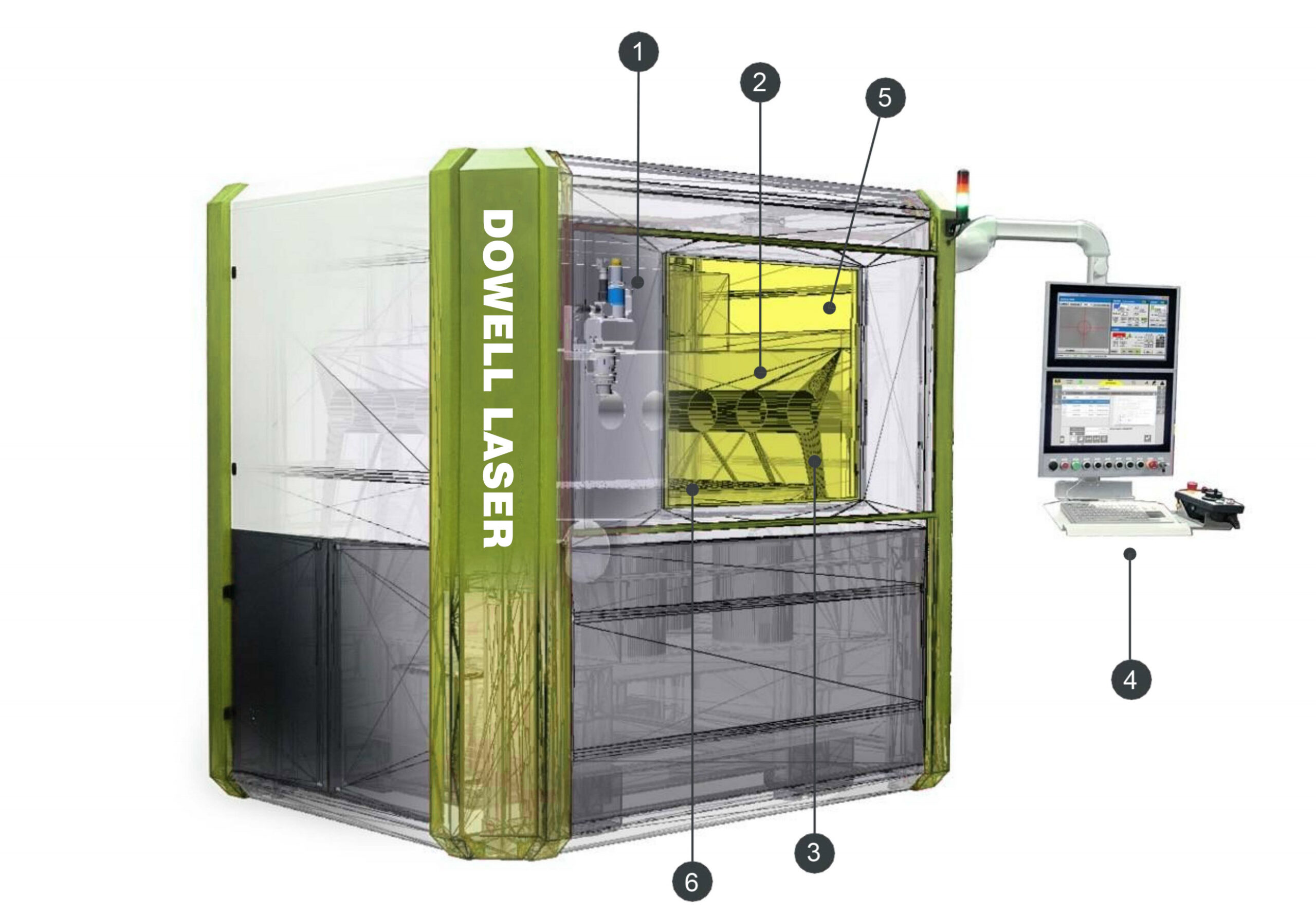
Enclosed Protective Cover
Dowell Laser utilizes an enclosed protective cover and a special machine door design. Openings are specifically designed at the top and bottom of the machine’s protective cover to strictly control airflow within the processing area, thus maintaining stable and consistent thermal characteristics within the processing zone.
Benefits: Stable and consistent machine thermal characteristics, resulting in repeatable workpiece accuracy.
All axies are equipped with linear encoders.
The X, Y, and Z basic axes, as well as the U and V taper machining axes, are all equipped with linear encoders to ensure high positioning accuracy.
: Utile nelle applicazioni mediche e sanitarie.
1. Ultra-high pitch accuracy
2. Ultra-high hub accuracy is also achieved when cutting tapered workpieces online.

Industrial Distilled Water
The water entering the water-guided laser processing system is industrial-grade distilled water.
The system includes a built-in water treatment system for all necessary purification processes.
Due to the “hair-thin” jet, water consumption is low: typical water pressure range is 100-600 bar. Water consumption at 300 bar is approximately 1-3 liters/hour.
Considering the laser beam diameter, the combined force exerted by the laser beam is negligible (<0.1 N).
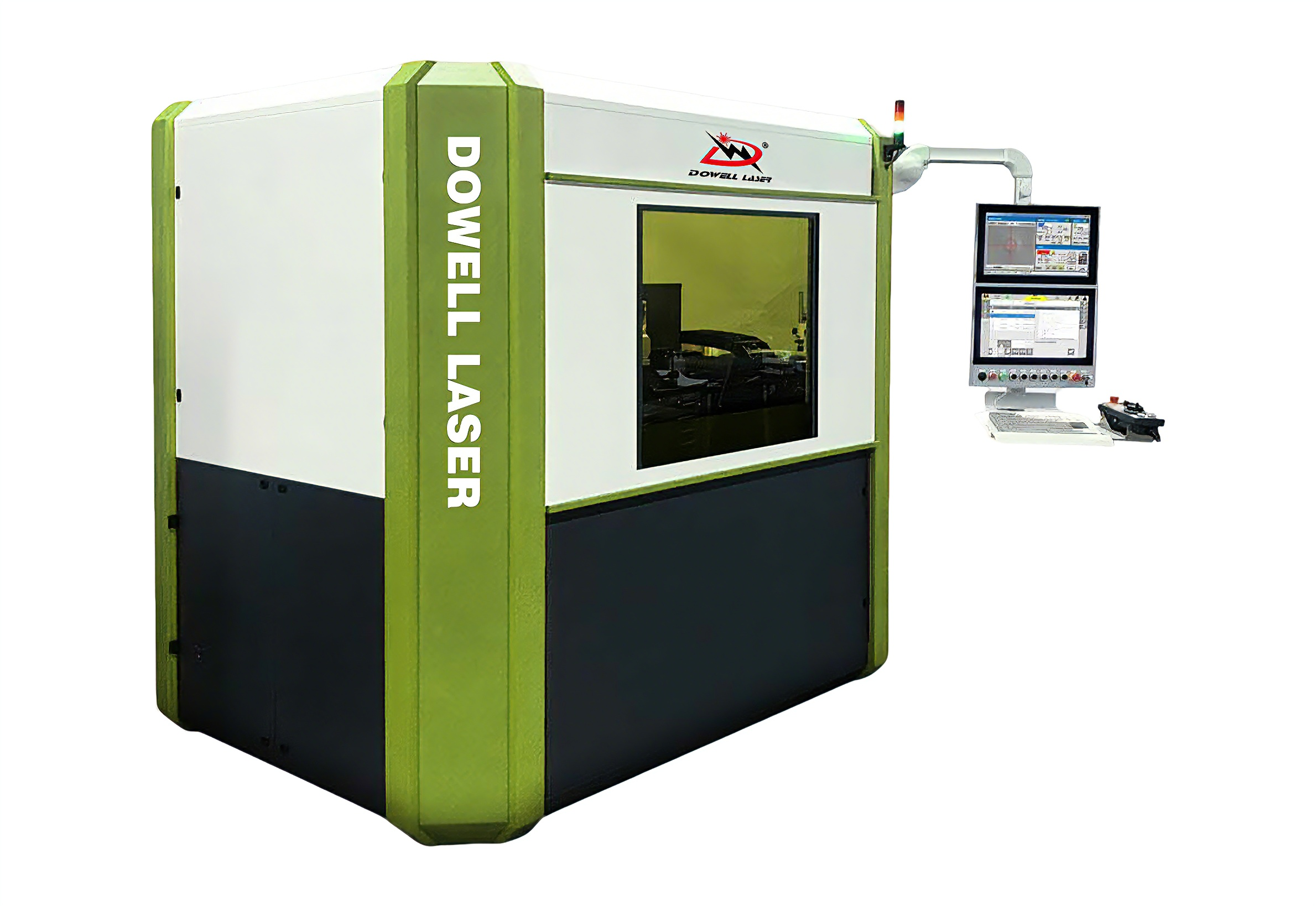
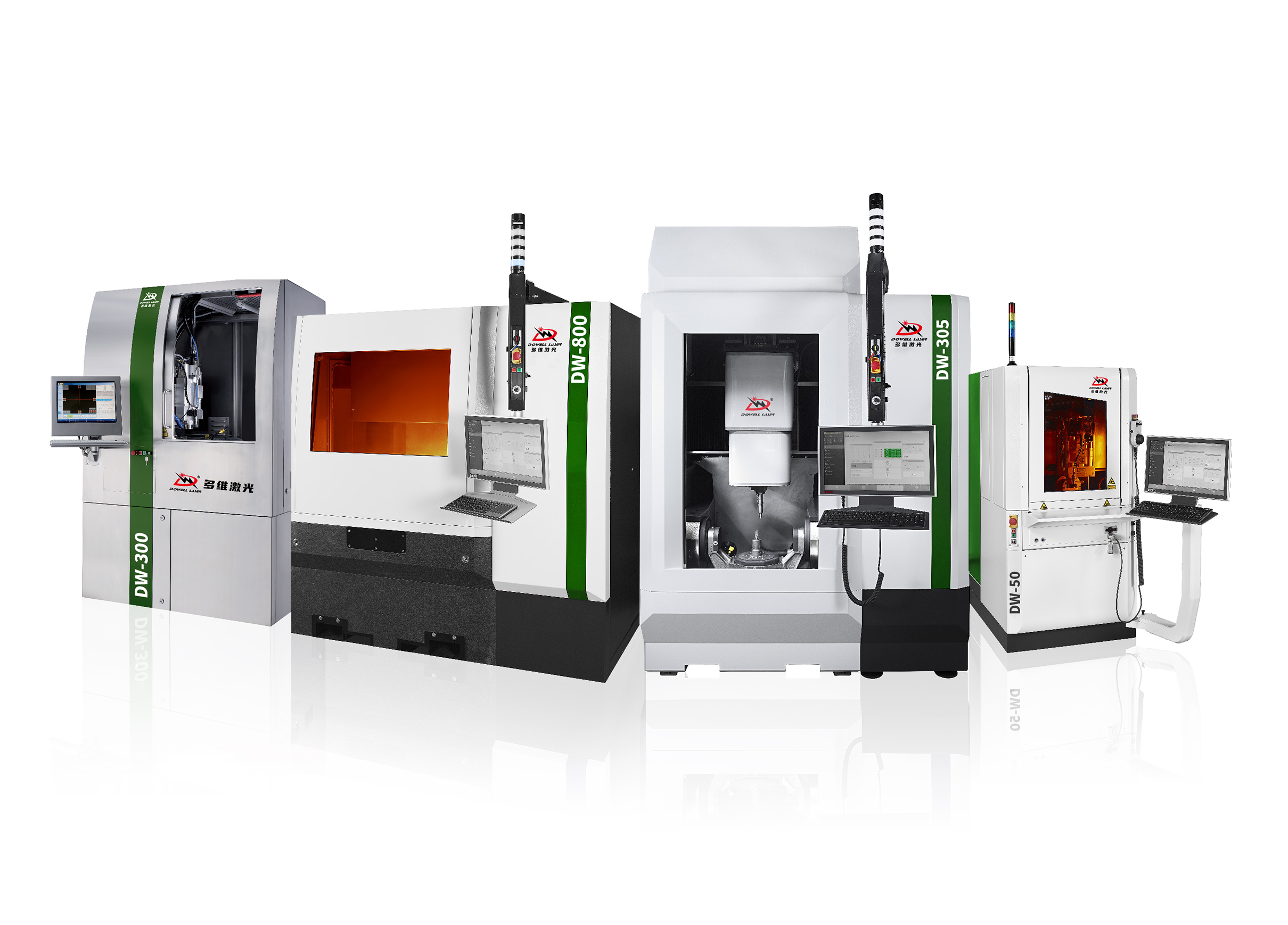
Product
Outlooks
![]()


Version
LCS 50-3
LCS 50-5
LCS 150
LCS 305
Working Volume (mm) (W x D x H)
50 x 50 x 50
50 x 50 x 50
150 x 150 x 100
500 x 380 x 380
Accuracy (µm)
+/- 3
+/- 3
+/- 5
+/- 5
Repeat Positioning Accuracy (µm)
+/- 1
+/- 1
+/- 2
+/- 2
Number of Axis
3 Axis
5 Axis
3/4/5 Axis
5 Axis
Laser Type
Diode-pumped solid-state neodymium: YAG, Pulsed
Diode-pumped solid-state neodymium: YAG, Pulsed
Diode-pumped solid-state neodymium: YAG, Pulsed
Diode-pumped solid-state neodymium: YAG, Pulsed
Wavelength (nm)
532
532
532/1064
532
Main Unit Dimensions (mm) (W x D x H)
800 x 1200 x 1650
800 x 1200 x 1650
1050 x 800 x 1870
1800 x 1950 x 2610
Control Cabinet Dimensions (mm) (W x D x H)
700 x 2300 x 1600
700 x 2300 x 1600
700 x 2300 x 1600
700 x 2300 x 1600

