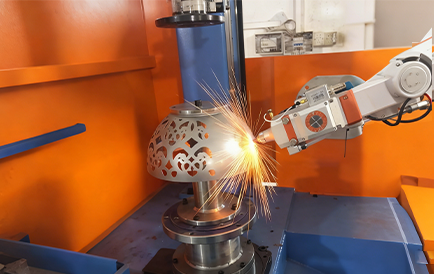
A powerful tool for high-speed, high-precision, large-scale, high-quality production.
3 Dimensional 5 Axis
Fiber Lazer Kesim Makinesi
Precision cutting of lightweight aluminum alloy structural components for automobiles and engine turbine blades, enter the core supply chain of new energy vehicles
For the automotive industry
Seamless laser cutting of aerospace titanium alloy irregular-shaped parts and complex pipelines meets stringent military-grade production standards
For the aerospace industry
3D cutting of medical implants and precision instrument shells with a precision of 0.01mm meets the high requirements of the medical industry.
For medical equipment
Seamless Integration, Maximum Impact Diverse Needs, Comprehensive Coverage
Dowell Laser 3D 5Axis laser cutting equipment offers a complete range, covering everything from small-batch pilot production to mass production, meeting the diverse needs of intelligent automotive manufacturing.
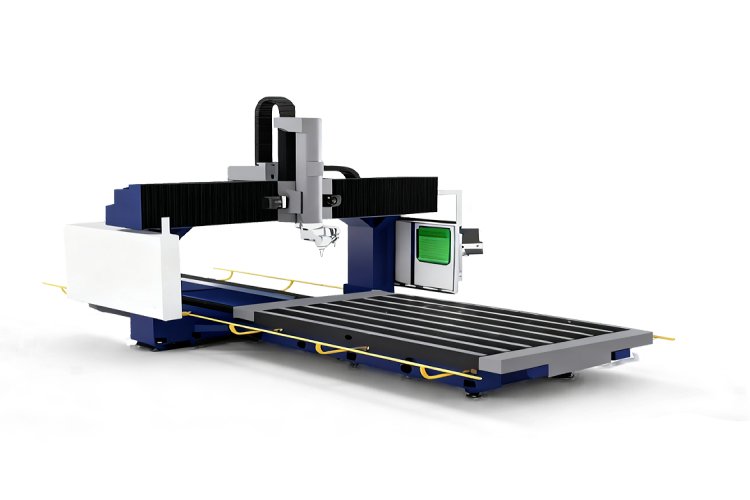
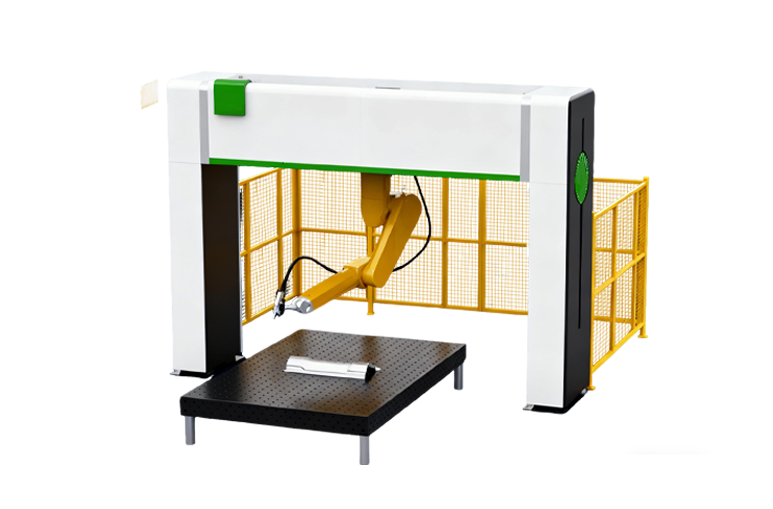
Seamlessly T Series - Excellent Value for Money
Large movable worktable with an open structure;Convenient workpiece and fixture hoisting and loading, offering excellent cost-effectiveness;
Suitable for automotive stamping die prototyping, small-batch processing of automotive parts, and small-batch processing of aluminum body parts.
Easily S Series - Efficiency Expert
Semi-open structure, good openness
Simple structure, fast processing efficiency, single-axis speed up to 100m/min
Suitable for small-batch, multi-process production of molds, automotive parts, etc.
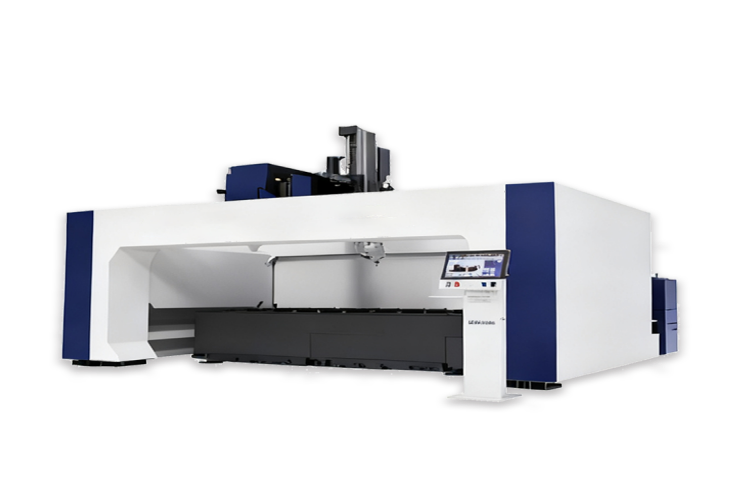
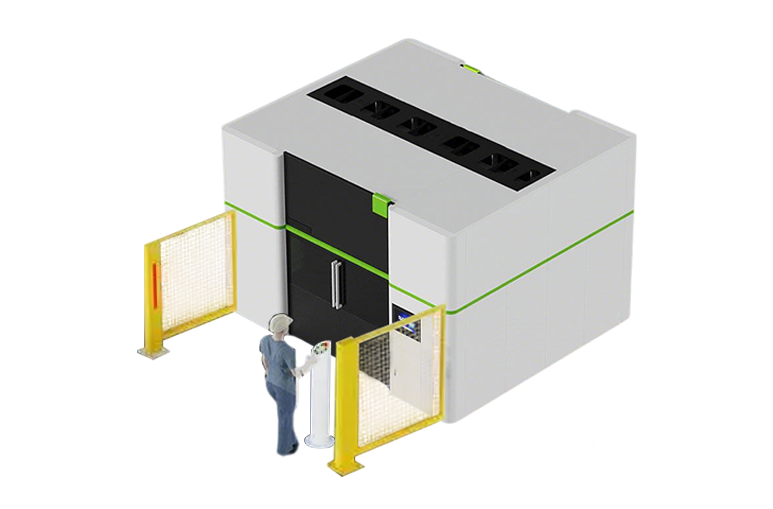
Effortlessly S Series - Lightweight Intelligent Manufacturing Expert
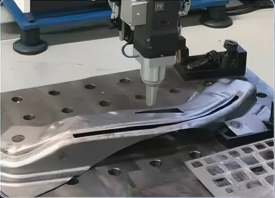
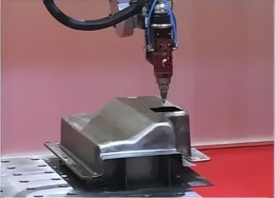
Powerful tool for automotive thermoforming 3D curved surface machining. Equipped with single or double-head cutting, single-axis speed up to 120m/min, offering high-speed, high-dynamic performance, and high-stability machining. Suitable for mass production of automotive A-pillars, B-pillars, single door rings, double door rings, as well as new energy battery trays and bottom shells. A leader in high-precision, high-efficiency production of high-strength steel 3D parts.

An ideal solution for cutting automotive thermoformed parts
It is a brand new equipment independently developed by Dowell Laser, combining years of experience in laser equipment manufacturing and accumulated application cases in the automotive industry.
Intelligent CNC System
This system has super computing power and a clear human-computer interaction interface, making the generation and debugging of cutting programs simple and convenient.
Green, Environmentally Friendly, Safe and Reliable
The design concept of green, friendly and safe includes the installation of comprehensive dust removal facilities inside to ensure a clean processing environment.
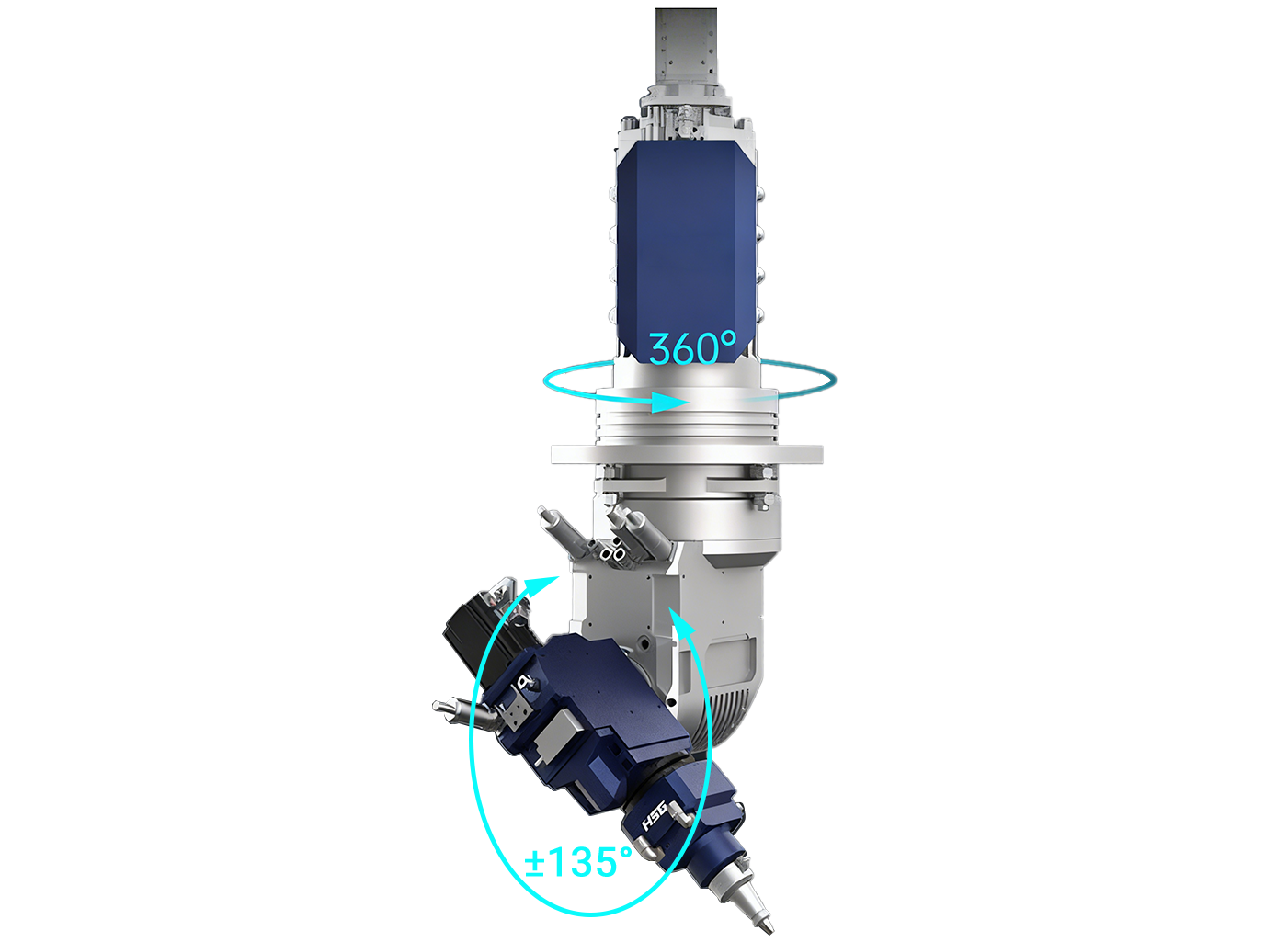
Equipped with a 5Axis Intelligent Cutting Head
-
Prevents damage to valuable components from collisions
-
Ensures processing of most 3D workpieces
-
Matches appropriate flow rate and process, guaranteeing cutting quality
-
Stable Optical Characteristics and High Reliability
3D 5Axis Laser Machining Technology
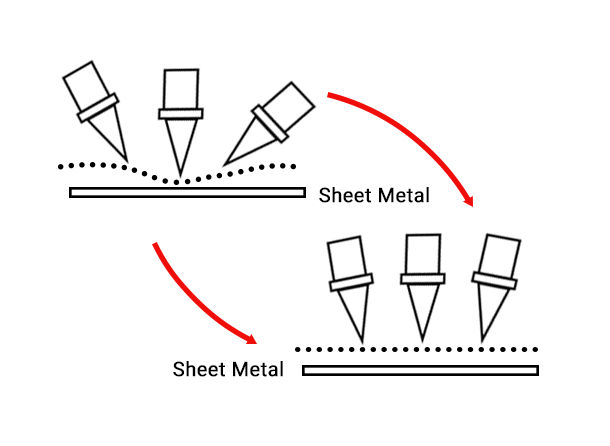
Ensure the cutting accuracy and quality of 3d complex surfaces
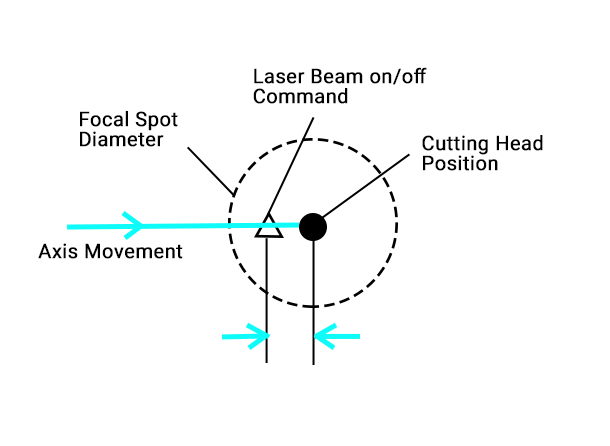
Flight Cutting Reduce the maximum positional deviation to within the range of focal spot diameter
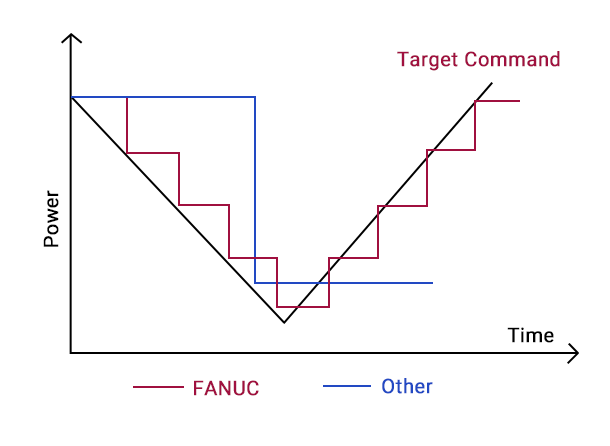
Power Control Prevent Corner Burning
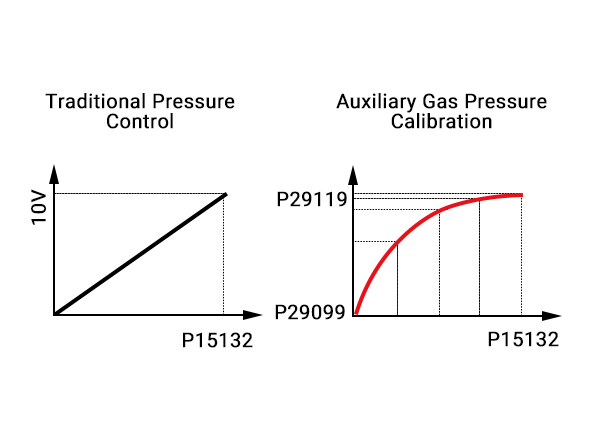
Auxiliary Gas Nonlinear Calibration Ensure the quality of the laser cutting section
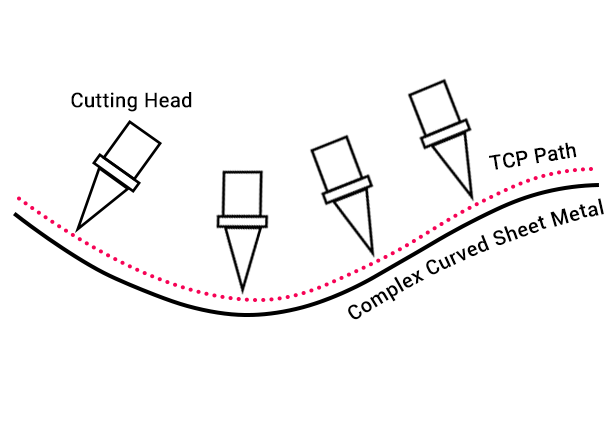
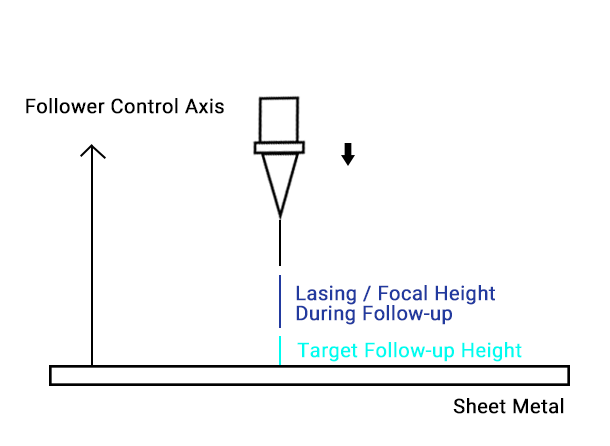
W-axis Follow-up Control Compensate for TCP point offset
Undetectable Piercing Improve the efficiency and quality of laser perforation
3D arc interpolation Simple programming for implementing spatial arcs
More Suggestions for Selection Priority Selection Guide: The Movable/interchangeable/Rotatable Workbench?
Choosing a 3D 5-axis laser cutting machine with movable/interchangeable platforms/rotatable workbenches essentially involves selecting “flexible production capacity”:
- If a company needs to balance multi specification workpieces, mass production, and space optimization, it can avoid the repeated investment of “one equipment corresponds to one type of workpiece”;
- Its “parallel job” feature can directly shorten the order delivery cycle, especially suitable for meeting the market order demand of “small batch, multi batch”;
- The convenience of operation reduces the dependence on skilled workers, while minimizing workpiece damage during handling, further reducing overall production costs.
| Workbench | Core Advantages | Applicable Scenarios | Selection Guide |
|---|---|---|---|
| Fixed workbench | Strong stability, suitable for ultra precision small parts | Aerospace micro components, high-precision molds | Flexible adaptation to multiple specifications of workpieces, higher space utilization efficiency |
| Rotary worktable | Suitable for processing circular/symmetrical surfaces | Rotating parts such as pipelines and wheel hubs | Supports ultra long/ultra wide workpieces, enabling parallel operations |
| Moving workbench | Flexible adaptation, efficient collaboration, space friendly | Multiple batches of small and medium-sized parts, large and medium-sized irregular parts, compact workshop | Balancing "complex processing+flexible production+space saving", with no shortcomings in adaptability |
Fixed Workbench (Standard Configuration)
The fixed worktable can carry large workpieces, and the stationary worktable avoids vibration during processing, ensuring cutting accuracy. The stable performance of the fixed workbench under long stroke conditions meets the cutting needs of industries such as shipbuilding for large-sized workpieces.
Rotary workbench (Optional)
The rotating worktable effectively reduces the number of clamping times and errors, efficiently optimizes the cutting process, achieves continuous operation, and shortens processing time; Expand the processing range, handle large and irregularly shaped workpieces, and improve production efficiency.

Moving Workbench (Optional)
The movable workbench can be directly moved to the operator’s side without bending over or using auxiliary tools to transport workpieces: It can process small precision parts (such as medical device components and mobile phone frames), as well as adapt to medium to large shaped workpieces (such as car bumper molds and robotic arm joints), without the need to replace dedicated workbenches;
Selection Manual: Which size device is more suitable?
From 2D to 3D, from simple to complex, it handles both mass production and customized processing, One machine = a multi-dimensional processing workshop!
| Project | DW-3015 | DW-4020 | DW-4025 | DW-6020 |
|---|---|---|---|---|
| X/Y/Z axis travel range | 3000/1500/680mm | 4000/2000/680mm | 4000/2500/680mm | 6000/2000/680mm |
| A-axis travel | ±135° | ±135° | ±135° | ±135° |
| C-axis travel | ±nx360° | ±nx360° | ±nx360° | ±nx360° |
| Maximum speed of X/Y/Z axis | 60m/min | 100m/min | 100m/min | 80m/min |
| Maximum acceleration of A/C axis | 3600°/s² | 3600°/s² | 3600°/s² | 3600°/s² |
| Maximum speed of A/C axis | 540/s² | 540/s² | 540/s² | 540/s² |
| Maximum acceleration of X/Y/Z axis | 0.5G | 1G | 1G | 0.8G |
| Positioning accuracy of X/Y/Z axis | ±0.05mm | ±0.05mm | ±0.05mm | ±0.05mm |
| Repeat positioning accuracy of X/Y/Z axis | ±0.03mm | ±0.03mm | ±0.03mm | ±0.03mm |
| Positioning accuracy of A/C axis | 0.03⁰ | 0.03⁰ | 0.03⁰ | 0.03⁰ |
| Repeat positioning accuracy of A/C axis | 0.01° | 0.01° | 0.01° | 0.01° |
| Floating axis range | ±12.5mm | ±12.5mm | ±12.5mm | ±12.5mm |
| CNC system | SIEMENS 840D SL | SIEMENS 840D SL | SIEMENS 840D SL | SIEMENS 840D SL |
| Workbench | Fixed/Rotating/Moving | Fixed/Rotating/Moving | Fixed/Rotating/Moving | Fixed/Moving |
| Configurable laser device | 1000W~6000W | 1000W~6000W | 1000W~6000W | 1000W~6000W |




Breakthrough the limit of spatial cutting!
3D 5 Axis Laser Cutting Application Areas

Automobile Manufacturing

Construction Machinery

Medical Machinery

Metal Mold

Rail Transit

Aircraft & Aerospace Equipment

Shipbuilding Manufacturer

Curtain Wall Building Ceiling

Wind Power Communication Equipment

Door Industry Elevator Lifter

Domestic Appliances
Machine Tool Components
Alternative Punching Die
Focusing on core areas of high-end manufacturing.
Empowering High-Precision Machining
Deeply adapted to high-precision processing fields such as automotive manufacturing, aerospace, new energy, mold making, and medical devices!
Five-axis simultaneous machining precisely overcomes the challenges of cutting complex curved surfaces, irregular contours, and three-dimensional parts, achieving high-precision, burr-free, one-time forming. This empowers the high-end manufacturing sector with upgraded processing efficiency and quality control, building core competitiveness for high-value-added production!






|
Application Areas
|
Typical Process Types
|
Necessity
|
Examples of Representative Parts
|
Technical Highlights
|
|---|---|---|---|---|
|
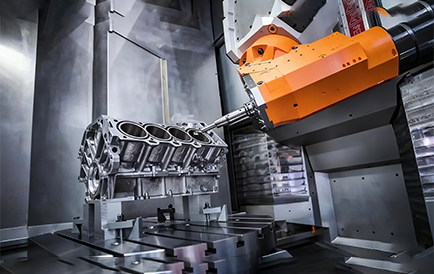
Construction Machinery (Excavators/Loaders)
|
High-strength steel hot stamping + cold stamping hybrid process
|
The boom, arm, and chassis structural components have thicknesses ranging from 20 to 50 mm, requiring complex bevel cutting to ensure welding strength. Traditional cutting methods are inefficient and lack sufficient precision.
|
Core load-bearing components such as the boom, arm, and chassis structural parts of 30-100 ton excavators from Komatsu, Hitachi, Kobelco, and Sany.
|
Construction machinery components are not only thick, but often require multi-angle bevel cutting to ensure welding strength. 3D 5 axis laser cutting can complete bevel processing at various angles in a single pass, resulting in stable cutting quality, significantly reducing subsequent welding defects, and improving the overall structural strength and safety of the machine.
|
|
Luxury/Supercar Carbon Fiber Body

|
Carbon fiber RTM (Resin Transfer Molding) and prepreg autoclave molding
|
After curing, carbon fiber parts become as hard as stone. Traditional processing methods easily cause delamination and burrs, so only 5 axis laser (or waterjet) cutting can be used to cut the outer contour and mounting holes.
|
The monocoque chassis and aerodynamic kits of the Lamborghini Aventador, Bugatti Chiron, and Rimac C_Two.
|
Carbon fiber composite materials possess high strength and lightweight characteristics, but they are extremely difficult to process. 3D 5 axis laser cutting enables non-contact processing, avoiding delamination and damage to the carbon fibers, resulting in excellent cutting edge quality and eliminating the need for subsequent grinding. This significantly improves production efficiency and product quality.
|
|
Naval Architecture and Ocean Engineering
|
Post-weld finishing of thick (30mm~100mm) high-strength steel multi-layer welds.
|
For extra-large, thick plates, welding deformation necessitates 5 axis laser and plasma composite cutting to ensure dimensional accuracy and bevel quality. Traditional cutting methods are inefficient and produce inconsistent results.
|
Key maritime components such as support structures for spherical tanks on LNG carriers, FPSO module edges, and structural components for warship decks.
|
Ships and offshore engineering equipment often need to operate for extended periods in harsh environments, requiring extremely high structural strength and reliability. 3D 5 axis laser cutting enables high-precision cutting of thick plates and complex bevel processing, ensuring welding quality while significantly improving processing efficiency and shortening the construction cycle of large-scale maritime equipment.
|
|
Military Armored Vehicles
|
Processing of homogeneous armor steel, aluminum armor, and composite armor.
|
Multi-layer welding requires laser cutting with a large bevel angle of 45° to 60°, and the cutting process must avoid the pre-drilled holes for the explosive reactive armor. This demands extremely high processing precision and safety standards.
|
Armor components such as the side skirts of the 99A main battle tank, and the turret base of the American Stryker and German Puma infantry fighting vehicles.
|
Armored vehicle components are not only thick, but their processing accuracy directly affects their protective performance. 3D 5 axis laser cutting can achieve precise cutting at complex angles, ensuring seamless joining of armor plates while avoiding any impact on material properties during processing, thus guaranteeing the protective capabilities of the armor.
|
|
Medical Devices (Implant-grade Titanium Alloy)
|
Additive manufacturing (3D printing) + hot siostatic pressing
|
After 3D printing titanium alloy acetabular cups and spinal cages, five-axis laser cutting is necessary to remove supports and refine the contours. Traditional machining methods can easily cause stress concentration and surface damage.
|
Implantable medical devices such as artificial hip joints, spinal fusion devices, and cranial repair plates.
|
Implantable medical devices require extremely high precision in processing and surface quality, which directly impacts patient safety and treatment effectiveness. 3D 5 axis laser cutting can achieve micron-level precision, resulting in smooth cutting surfaces and avoiding stress concentration and material damage that may occur with traditional processing methods. This improves the biocompatibility and lifespan of the implants.
|
|
Robots and Fixtures/Jigs for Automated Production Lines
|
Machining of large aluminum alloy/steel frame structural components
|
Complex spatial angles, hole positions, and mating surfaces are all completed in a single pass using 5 axis laser processing; traditional machining methods require multiple setups, making it difficult to guarantee accuracy.
|
High-precision tooling such as welding fixtures for automotive body-in-white, and base and arm connecting parts for KUKA/Fanuc robots.
|
Automated production line fixtures and robot components often have complex spatial angles and high precision requirements, which are difficult to meet with traditional processing methods. 3D 5 axis laser cutting allows for complete processing in a single setup, ensuring precise fitting between components, improving the accuracy and stability of the automated production line, and shortening the tooling development cycle.
|
|
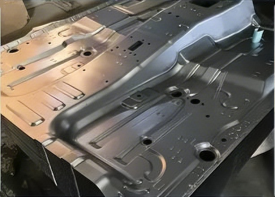
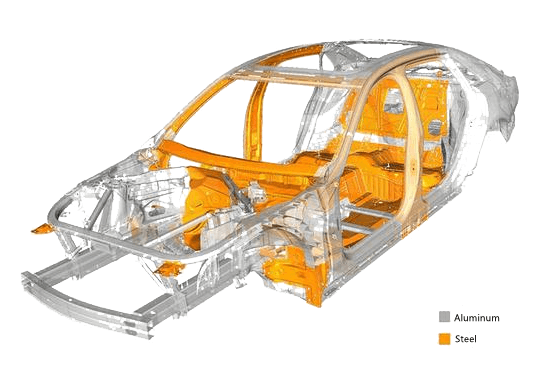
Passenger Vehicle Body-in-White Hot Stamping (PHS)
|
Traditional Hot Stamping (1800~2000 MPa Boron Steel)
|
Hot-stamped parts have large allowances after forming, requiring trimming, hole cutting, 45° beveling, and flanging. Tolerance requirements are within ±0.3mm, which traditional processing methods struggle to meet.
|
A-pillar, B-pillar, C-pillar, door sill, roof crossbeam, front longitudinal beam, bumper, door anti-collision beam, center console, and other critical safety structural components.
|
Boron steel has extremely high strength (1800~2000 MPa), equivalent to 5 times that of ordinary steel. Traditional processing methods easily cause deformation, while 3D 5-axis laser cutting enables stress-free processing, ensuring part precision.
|
|
Commercial Vehicle/Truck Chassis and Cab
|
Hot stamping + Cold stamping hybrid process
|
For ultra-large parts (up to 8 meters long), frequent multi-angle beveling, and the need to machine numerous process holes and weight-reduction holes, traditional machining equipment has limited stroke and angle.
|
Large structural components such as A-pillars/B-pillars, longitudinal beams, crossbeams, and bumper brackets in heavy-duty truck cabs.
|
Commercial vehicle parts are large and complex in shape. 3D 5-axis laser cutting allows all cutting processes to be completed in a single clamping setup, significantly improving production efficiency and machining accuracy.
|
|
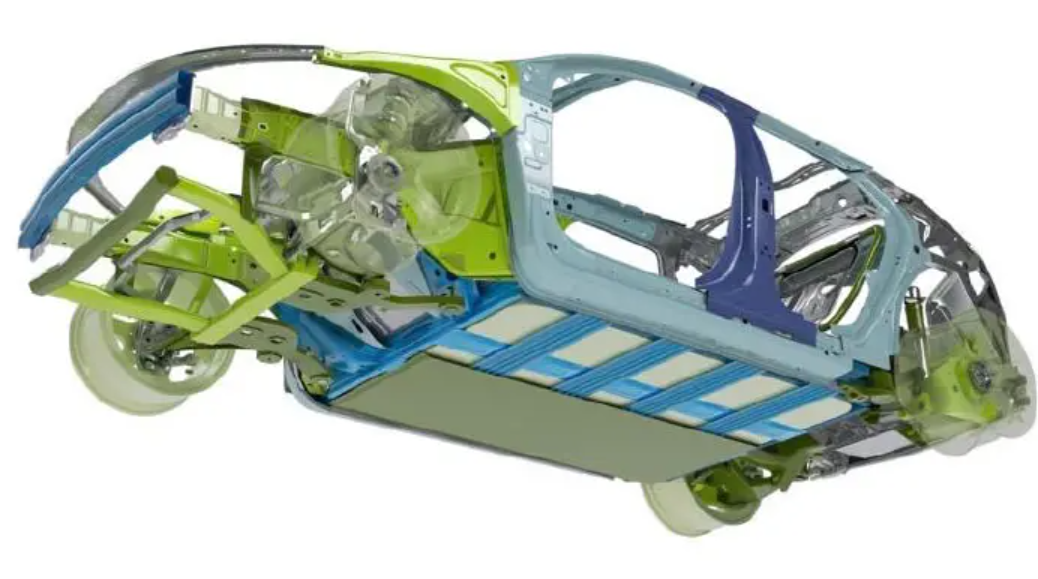
New Energy Vehicle Battery Pack Tray
|
Aluminum alloy hot stamping, liquid-cooled plate stamping, extruded profile welding
|
The tray's outer contour is complex, requiring the machining of numerous cooling water channel holes and mounting bracket bevels. A single laser cutting operation is required to ensure overall precision and sealing.
|
BYD Blade battery tray, Tesla 4680 battery tray, CATL CTP tray, and other mainstream new energy vehicle battery pack components.
|
The battery pack tray directly affects the safety and range of new energy vehicles. 3D five-axis laser cutting ensures the precision and accuracy of the cooling water channel holes, optimizing battery heat dissipation.
|
|
Aerospace Structural Components
|
Hot Forming, Superplastic Forming (SPF), Hot Straightening
|
Parts have complex curvatures, extremely uneven allowances, require the cutting of reinforcing ribs, weight-reducing holes, and 45° butt joint bevels, demanding extremely high processing precision and material utilization.
|
Key aerospace structural components such as aircraft engine pylons, wing spars, bulkheads, and landing gear supports, made of materials including titanium alloys, aluminum alloys, and high-temperature alloys.
|
Aerospace parts use expensive materials and require stringent processing precision. 3D 5-axis laser cutting enables near-net-shape forming, significantly improving material utilization and reducing manufacturing costs.
|
|
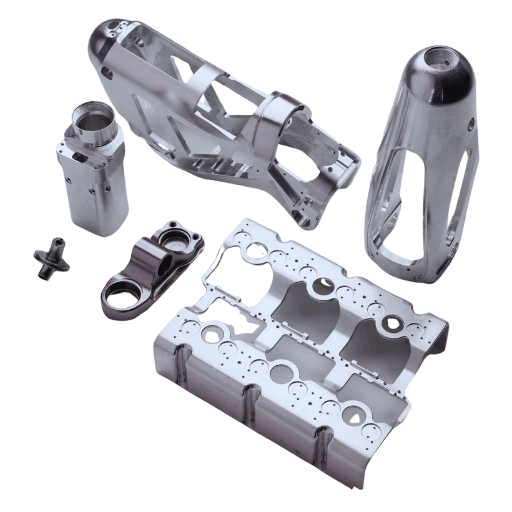
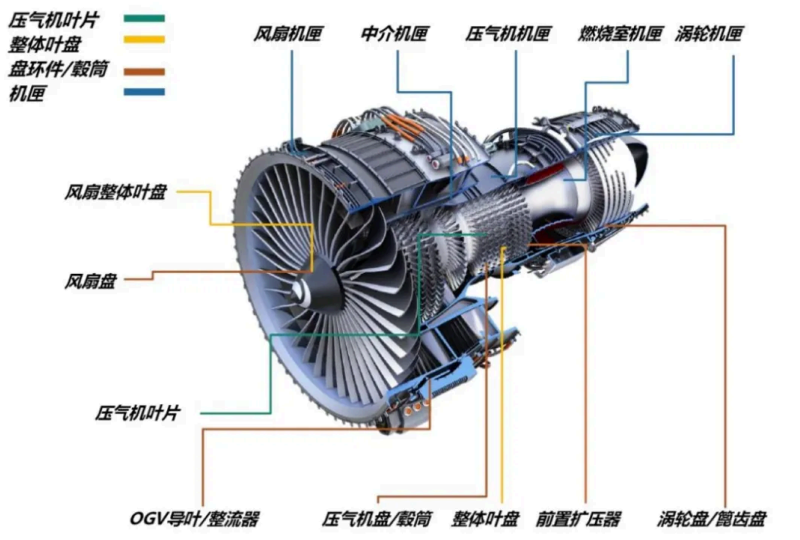
Aero-engine Annular Components and Bladed Disks (Blisk)
|
Precision Machining of Integral Bladed Disks
|
It's used for deburring, creating weight-reducing grooves, cutting flow dividers, and trimming inlet and outlet edges, requiring high machining precision without damaging the blade surface quality.
|
Integral bladed disk assemblies for advanced aero-engines such as the Trent XWB, LEAP-1A/B, and CJ1000A.
|
Integral bladed disks are the "heart" of aero-engines. The channels between the blades are complex. 3D 5-axis laser cutting enables high-precision, non-contact machining, avoiding stress damage that may occur with traditional machining methods.
|
|
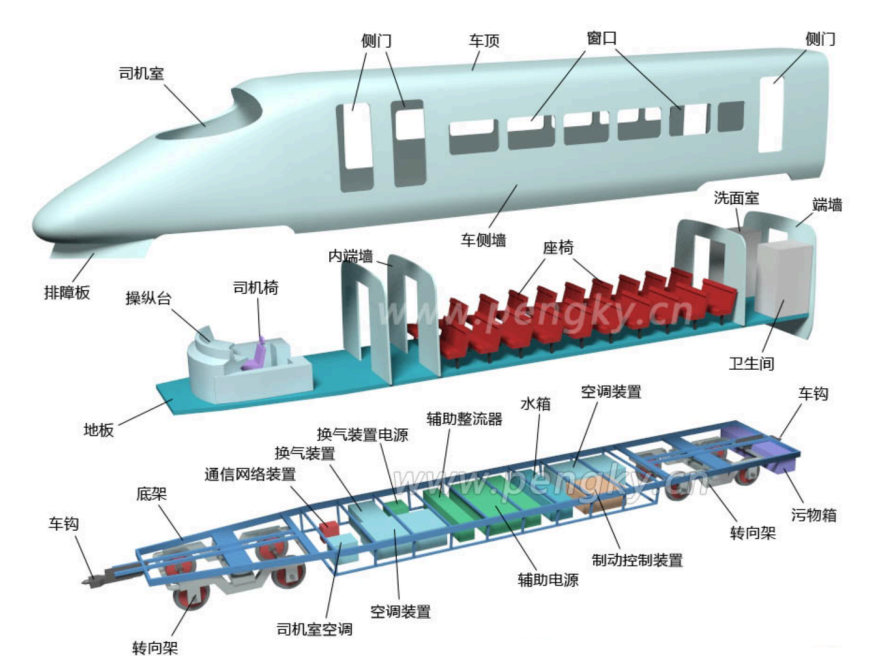
High-speed train/EMU car body
|
Large aluminum alloy extruded profiles + friction stir welding (FSW)
|
Ultra-long profiles (up to 25 meters in length) require laser cutting of the outer contour, window holes, and bevels after welding. Traditional processing methods cannot guarantee the required precision after welding.
|
CR400AF/BF car head, side walls, floor edges, roof air conditioning mounting holes, and other key components.
|
High-speed train bodies are welded from large aluminum alloy profiles, making post-weld deformation control difficult. 3D five-axis laser cutting enables overall processing, ensuring precise fit between components while significantly improving processing efficiency, reducing processes that traditionally take hours to tens of minutes.
|
Three Unchanging Laws of 3D 5 Axis Laser Technology in 2026
Through in-depth analysis of the core application areas mentioned above, Dowell Laser can summarize three "iron laws" of 3D 5 axis laser cutting technology in manufacturing in 2025. These laws reveal why this technology is indispensable in modern industry:
→ 100% require five-axis laser trimming. Hot stamping technology can significantly increase the strength of steel plates (up to 1800-2000 MPa), but the formed parts have large excess material and complex deformation. Traditional trimming dies are not only expensive (a set of large hot stamping dies can cost millions of yuan), but also difficult to handle complex 3D curved surfaces and special requirements such as 45° bevel cuts.
3D 5 axis laser cutting perfectly solves this problem. It can adaptively cut according to the actual shape of the part, easily handling various complex contours and angles, with tolerance control within ±0.3mm. More importantly, laser cutting does not require molds, allowing for quick response to design changes and shortening the new product development cycle by more than 30%.
→ Only 5 axis laser (or laser-plasma composite) is suitable. For high-strength steel or aluminum alloy parts with a thickness exceeding 15mm, traditional cutting methods face huge challenges: plasma cutting has low accuracy (±1mm or more), waterjet cutting is inefficient and costly, and mechanical processing is prone to stress deformation.
3D 5 axis laser cutting (or laser-plasma composite cutting) technology can achieve high-quality thick plate cutting. Not only can it achieve an accuracy of ±0.5mm, but it can also directly cut welding bevels at various angles (30°~60°), eliminating subsequent grinding processes. Taking a 20mm thick engineering machinery structural part as an example, the five-axis laser cutting speed can reach 1.5m/min, which is 5-8 times faster than traditional mechanical processing, and the cutting surface roughness can reach below Ra12.5μm, perfectly meeting welding requirements.
Only 5 axis laser or waterjet cutting can process these advanced materials. Carbon fiber composites, titanium alloys, and 3D printed metal parts possess excellent mechanical properties, but they are extremely difficult to machine. Traditional machining methods can lead to problems such as carbon fiber delamination, titanium alloy work hardening, and internal stress release in 3D printed parts.
3D 5 axis laser cutting, as a non-contact processing method, perfectly solves these problems: the laser energy is highly concentrated, resulting in a small heat-affected zone (usually less than 0.1mm), and no mechanical stress is generated; the cutting accuracy can reach ±0.05mm, meeting the stringent requirements of aerospace and medical devices; for composite materials such as carbon fiber, laser cutting also avoids fiber pull-out and delamination caused by traditional processing, significantly improving product quality and reliability.

